137-3640-8805
0573-88519218
137-3640-8805
0573-88519218
桐乡市洲泉海盛塑料厂
联系人:钟先生
电话:13736408805
座机:0573-88519218
地址:桐乡市洲泉镇永安南路188号(新远虹高分子内)

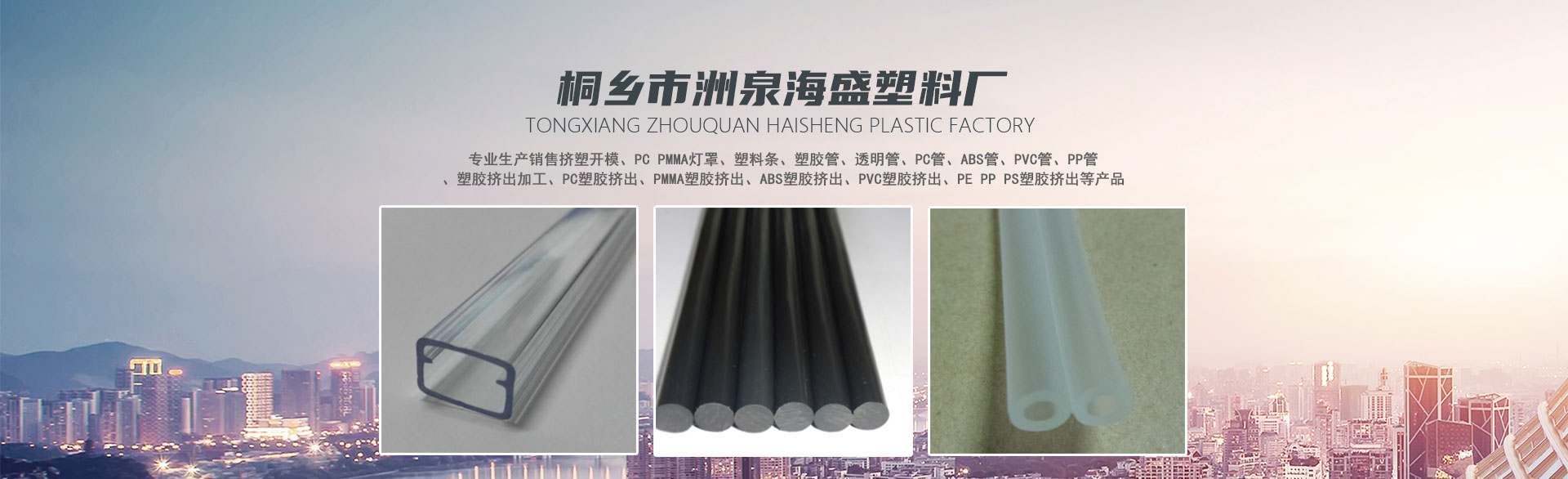
对透明塑料条的选材,PC是较理想的选择,但其价格高、注塑工艺较难,所以常选用PMMA,而PPE由于要经过拉伸才能得到好的机械性能,所以多在包装和容器中使用。
三种常用透明塑料条的注塑工艺特性
i.PMMA
PMMA粘度大,流动性稍差,必须高料温、高注射压力,其中注射温度的影响大于注射压力。注射压力提高,有利于改善产品的收缩率。
注射温度范围较宽,熔融温度为160℃,分解温度达270℃,因此料温调节范围宽,工艺性较好。故改善流动性,可从注射温度着手。
冲击性差,耐磨性不好,易划花,易脆裂,故应提高模温,改善冷凝过程,去克服这些缺陷。
ii.PC
PC粘度大,融料温度高,流动性差,必须以较高温度注塑(270~320℃之间),相对来说料温调节范围较窄,工艺性不如PMMA。
注射压力对流动性影响较小,但因粘度大,仍要较大注射压力,为了防止内应力产生,保压时间要尽量短。
收缩率大,尺寸稳定,但产品内应力大,易开裂,所以宜用提高温度而不是压力去改善流动性,并且可通过提高模具温度、改善模具结构和后处理来减少开裂的可能。
当注射速度低时,浇口处易生波纹等缺陷,放射咀温度要单独控制,模具温度要高,流道、浇口阻力要小。
iii.PET的工艺特性
PET成型温度高,料温调节范围窄(260-300℃),但熔化后,流动性好,故工艺性差,且往往在射咀中要加防延流装置。
机械强度及性能注射后不高,必须通过拉伸工序和改性才能改善性能。
模具温度准确控制,是防止翘曲变形的重要因素,建议采用热流道模具。